 русский
русскийContact Us
Add: No. 58, Lingshanwan Road, Huangdao, Qingdao, China
Phone: +86 186 6184 7678
Fax: +86 532 8687 1520
Email: info@rinborn.com
Follow Us:




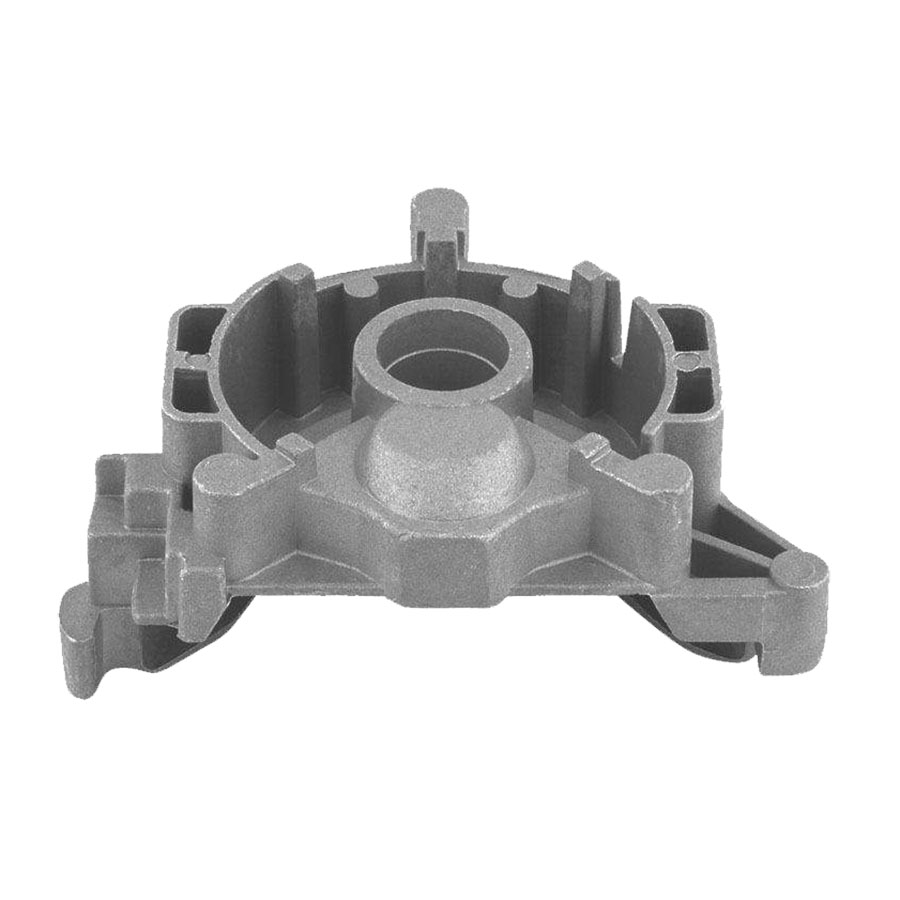
Gray and Ductile Iron Shell Moulding Casting Supplier
Material: Cast Gray Iron, Cast Ductile Iron, Nodular Iron Process: Shell Molding Casting Weight: 6.20 kg
Gray and Ductile Iron Shell Moulding Casting Supplier from China with CNC Precision Services and OEM Custom Servcies.
Gray and Ductile Iron Shell Moulding Casting Supplier from China with CNC Precision Services and OEM Custom Servcies.
Shell molding casting is also called pre-coated resin sand casting process, hot shell molding castings or core casting process. The main molding material is the pre-coated phenolic resin sand, which is more expensive than green sand and furan resin sand. Moreover, this sand can not be recycle used.
The shell molding casting components have a little higher costs than sand casting. However, the shell molding casting parts have many advantages such as tighter dimensional tolerance, good surface quality and less casting defects.
Cast irons are the ferrous alloys which have carbon contents of more than 2%. Though cast irons can have a carbon percentage between 2 to 6.67, the practical limit is normally between 2 and 4%. These are important mainly because of their excellent casting qualities. The gray cast irons and ductile cast irons (also called nodular cast iron or spheroidal graphite iron).
Cast irons where a large percentage of cementite is decomposed by graphitization are called grey cast irons. Cast iron in which graphitization has not taken place, i. e, all the carbon is in the combined form, is called white cast iron. The graphitization process requires time and therefore, when liquid cast iron is cooled rapidly, white cast iron would result. White cast iron is comparable in properties to that of high carbon steels. However, it is highly brittle and as such is not used for structural parts. It is useful for parts where abrasive wear is present. Tensile strength varies between 170 to 345 MPa and is usually about 240 MPa. The hardness ranges from 350 to 500 BHN. In view of the very high hardness, the machinability is poor and is commonly finished by grinding.
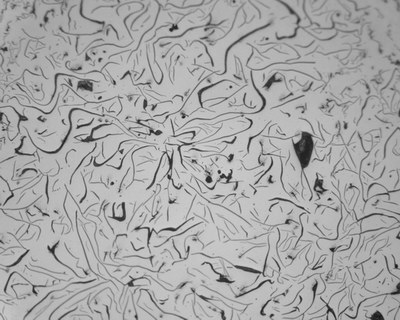
The dissociated carbon is in the form of graphite which is very soft and without any strength. Thus, it reduces the hardness and increases the machinability of cast iron. The shape of graphite present in cast irons would greatly affect its strength. When it is in a flake-like shape as in grey cast iron, the graphite breaks up continuity of iron and greatly weakens it. But it also helps in absorbing vibrational energy, as a result of which grey cast iron is normally used for the beds of machine tools. Grey cast iron is easily machinable and is the cheapest form of cast iron. Because of its low melting temperature, higher fluidity and negligible shrink-age on cooling, it is extensively used in casting processes.
The other form of cast iron is known as malleable iron in which free carbon is present in the form of nodules in the matrix of cementite and ferrite. This is achieved by first chilling the casting so that all white cast iron is formed, followed by a controlled heat treatment process so that some of the cementite is transformed to ferrite and nodules of free carbon. This material is more ductile than grey cast iron. This form is suitable only for components with very small section thicknesses since all white cast iron is to form the starting point for malleable iron.
When graphite is present as small, round, and well-distributed particles, its weakening effect is small and such cast irons would have higher ductility. This type of cast iron is called ductile or nodular iron or spheroidal graphite or simply SG iron. This form of graphite can be achieved by adding elemental magnesium or cerium or a combination of the two elements to molten cast iron. Magnesium is added in quantities of 0.07 to 0. 10% followed by the addition of ferro-silicon to promote graphitization. During solidification, magnesium helps in the distribution of graphite throughout the metal.
Ductile iron has better strength-to-weight ratio, better machinability and higher impact value. Moreove, the ductile iron components are produced by casting process wherein better control of component shape can be achieved compared to drop forging. Thus, many a component such as crank shafts and connecting rods manufactured usually by drop forging is increasingly being replaced by ductile iron castings.
▶ Shell Molding Casting Raw Materials:
• Cast Carbon Steel: Low Carbon Steel, Medium Carbon Steel and High Carbon Steel from AISI 1020 to AISI 1060.
• Cast Steel Alloys: 20CrMnTi, 20SiMn, 30SiMn, 30CrMo, 35CrMo, 35SiMn, 35CrMnSi, 40Mn, 40Cr, 42Cr, 42CrMo...etc on request.
• Cast Stainless Steel: AISI 304, AISI 304L, AISI 316, AISI 316L and other stainless steel grade.
• Cast Aluminium Alloys.
• Brass & Copper.
• Other Materials and Standards on request
| Ductile Iron Comparison | Chemical Composition(%) | Matrix Structure | ||||||||||||
| GB/T 1348-1988 | ISO 1083:1987(E) | ASTM A536-84(2004) | EN 1563:-1997 | JIS G5502-2001 | ГОСТ7293 | C | Si | Mn | P | S | Mg | RE | others | |
| QT400-18 | 400-18 | 60-40-18① F32800 | GJS-400-18 JS1020 | FCD400-18 | вч40 | 3.6-3.8 | 2.3-2.7 | <0.5 | <0.08 | <0.025 | 0.03-0.05 | 0.02-0.03 | — | Annealed Ferrite |
| QT400-15 | 400-15 | 60-42-10 F32900 | GJS-400-15 JS1030 | FCD400-15 | вч40 | 3.5-3.6 | 3.0-3.2 | <0.5 | <0.07 | <0.02 | 0.04 | 0.02 | — | Annealed Ferrite |
| QT450-10 | 450-10 | 65-45-12 F33100 | GJS-450-10 JS1040 | FCD450-10 | вч45 | 3.4-3.9 | 2.7-3.0 | 0.2-0.5 | <0.07 | <0.03 | 0.06-0.1 | 0.03-0.1 | — | Annealed Ferrite |
| QT500-7 | 500-7 | 70-50-05 | GJS-500-7 JS1050 | FCD500-7 | вч50 | 3.6-3.8 | 2.5-2.9 | <0.6 | <0.08 | <0.025 | 0.03-0.05 | 0.03-0.05 | — | Pearlite + Ferrite |
| QT600-3 | 600-3 | 80-60-03② F34100 | GJS-600-3 JS1060 | FCD600-3 | вч60 | 3.6-3.8 | 2.0-2.4 | 0.5-0.7 | <0.08 | <0.025 | 0.035-0.05 | 0.025-0.045 | — | Normalized Pearlite |
| QT700-2 | 700-2 | 100-70-03 F34800 | GJS-700-2 JS1070 | FCD700-2 | вч70 | 3.7-4.0 | 2.3-2.6 | 0.5-0.8 | <0.08 | <0.02 | 0.035-0.065 | 0.035-0.065 | Mo0.15-0.4 Cu0.4-0.8 | Mix Microstructure |
| QT800-2 | 800-2 | - | GJS-800-2 JS1080 | FCD800-2 | вч80 | 3.7-4.0 | <2.5 | <0.5 | <0.07 | <0.03 | — | — | Mo0.39 Cu0.82 | Mix Microstructure |
| QT900-2 | 900-2 | 120-90-02 F36200 | GJS-900-2 JS1090 | - | вч90 | 3.5-3.7 | 2.7-3.0 | <0.5 | <0.08 | <0.025 | 0.03-0.05 | 0.025-0.045 | Mo0.15-0.25 Cu0.5-0.7 | Lower Bainite |
| ① from ASTM A716-2003. ② from ASTM A476/A476M-2000。 | ||||||||||||||
▶ Shell Casting Capacities:
• Max Size: 1,000 mm × 800 mm × 500 mm
• Weight Range: 0.5 kg - 100 kg
• Annual Capacity: 2,000 tons
• Tolerances: On Request.
▶ Inspecting Precision Shell Mold Casting Components:
• Spectrographic and manual quantitative analysis
• Metallographic analysis
• Brinell, Rockwell and Vickers hardness inspection
• Mechanical property analysis
• Low and normal temperature impact testing
• Cleanliness inspection
• UT, MT and RT inspection
▶ Shell Mold Casting Procedures:
✔ Making Metal Patterns. The pre-coated resin sand needs to be heated in the patterns, so metal patterns are the necessary tooling to make shell molding castings.
✔ Making Pre-coated Sand Mold. After installing the metal patterns on the molding machine, the pre-coated resin sand will be shot into the patterns, and after heating, the resin coating will be molten, then the sand molds become solid sand shell and cores.
✔ Melting the Cast Metal. Using induction furnaces, the materials would be melted into liquid, then the chemical compositions of the liquid iron should be analyzed to match the required numbers and percents.
✔ Pouring Metal. When the melted iron meet the requirements, then they will be poured into the shell molds. Based on different characters of the casting design, the shell molds will be buried into green sand or stacked up by layers.
✔ Shot Blasting, Grinding and Cleaning. After the cooling and solidification of the castings, the risers, gates or additional iron should be cut off and removed. Then the iron castings will be cleaned by sand peening equipment or shot blasting machines. After grinding the gating head and parting lines, the finished casting parts would come, waiting for the further processes if needed.
▶ Post-Casting Process
• Deburring & Cleaning
• Shot Blasting / Sand Peening
• Heat Treatment: Normalization, Quench, Tempering, Carburization, Nitriding
• Surface Treatment: Passivation, Andonizing, Electroplating, Hot Zinc Plating, Zinc Plating, Nickel Plating, Polishing, Electro-Polishing, Painting, GeoMet, Zintec.
• Machining: Turning, Milling, Lathing, Drilling, Honing, Grinding.
▶ Why You Choose RMC for Shell Mold Casting Components?
✔ Precision and therefore a high material utilization. You will get a net or near-net-shape products after shell molding casting, depending on the requirements of end-users, there will be no or very little machining process is required.
✔ Better surface performance. Thanks to the new-tech materials for molding, the castings from shell molding have a much fine and higher accuracy surface.
✔ A good balanced choice comparing to the sand casting and investment. The shell molding casting have better performance and surface than sand casting, while having much lower costs than precision investment casting.
▶ General Commerial Terms
• Main workflow: Inquiry & Quotation → Confirming Details / Cost Reduction Proposals → Tooling Development → Trial Casting → Samples Approval → Trial Order → Mass Production → Continuous Order Proceeding
• Leadtime: Estimatedly 15-25 days for tooling development and estimatedly 20 days for mass production.
• Payment Terms: To be negotiated.
• Payment methods: T/T, L/C, West Union, Paypal.
