 русский
русскийContact Us
Add: No. 58, Lingshanwan Road, Huangdao, Qingdao, China
Phone: +86 186 6184 7678
Fax: +86 532 8687 1520
Email: info@rinborn.com
Follow Us:




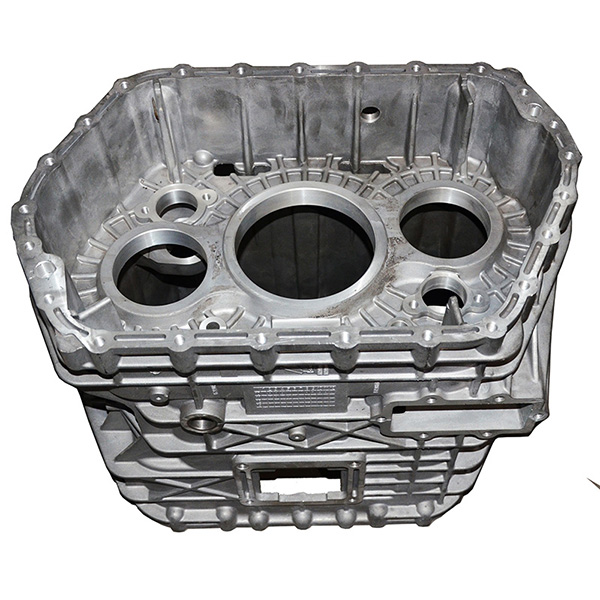
Aluminium Alloy Lost Foam Casting Components
Material: Aluminium Alloy Process: Lost Foam Casting (Gravity Casting) Weight: 10.85 kg Application: Truck Gearbox Housing
Aluminium Alloy Lost Foam Casting Components from China Foundry with OEM Custom and CNC Precision Machining Services.
Aluminium Alloy Lost Foam Casting Components from China Foundry with OEM Custom and CNC Precision Machining Services.
Lost Foam Casting, also called EPC (Expandable Pattern Casting) or LFC (Lost Foam Casting), is to put the foamed plastic pattern group coated with refractory coating into the sand box, and fill it with dry sand or self-hardening sand around the pattern. During pouring, the high-temperature molten metal makes the foam pattern pyrolyzed and “disappears” and occupies the exit space of the pattern, and finally the casting method of the casting is obtained. The casting produced by this method has high dimensional accuracy, smooth surface, and less pollution in the production process.
Lost foam casting is a near-net forming process, suitable for the production of more precise castings of various sizes with complex structures and unlimited alloys.
▶ Raw Materials Available for Lost Foam Casting (LFC):
• Aluminium Alloys.
• Carbon Steel: Low carbon, medium carbon and high carbon steel from AISI 1020 to AISI 1060.
• Cast Steel Alloys: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo...etc on request.
• Stainless Steel: AISI 304, AISI 304L, AISI 316, AISI 316L and other stainless steel grade.
• Brass & Copper.
• Other Materials and Standards on request
▶ Capabilities of Lost Foam Casting
• Max Size: 1,000 mm × 800 mm × 500 mm
• Weight Range: 0.5 kg - 100 kg
• Annual Capacity: 2,000 tons
• Tolerances: On Request.
▶ Main Production Procedure
During lost foam casting process, the sand is not bonded and a foam pattern is used to form the shape of the desired metal parts. The foam pattern is "invested" into the sand at the Fill & Compact process station allowing the sand into all voids and supporting the foam patterns external form. The sand is introduced into the flask containing the casting cluster and compacted to ensure all voids and sapes are supported.
• Mold foam pattern making.
• Age pattern to allow dimensional shrinkage.
• Assemble pattern into a tree
• Build cluster (multiple patterns per cluster).
• Coat cluster.
• Foam pattern coating.
• Compact cluster in flask.
• Pour molten metal.
• Extract cluster from flasks.
▶ Inspecting Lost Foam Castings
• Spectrographic and manual quantitative analysis
• Metallographic analysis
• Brinell, Rockwell and Vickers hardness inspection
• Mechanical property analysis
• Low and normal temperature impact testing
• Cleanliness inspection
• UT, MT and RT inspection
▶ Post-Casting Process
• Deburring & Cleaning
• Shot Blasting / Sand Peening
• Heat Treatment: Normalization, Quench, Tempering, Carburization, Nitriding
• Surface Treatment: Passivation, Andonizing, Electroplating, Hot Zinc Plating, Zinc Plating, Nickel Plating, Polishing, Electro-Polishing, Painting, GeoMet, Zintec.
• Machining: Turning, Milling, Lathing, Drilling, Honing, Grinding.
▶ Why You Choose RMC for Custom Lost Foam Casting Parts?
• Greater design freedom in the construction of cast parts
• Small quantity is possible due to the layered structure of the pattern.
• Lower need for secondary machining with near net shape.
• High flexibility by short start up lead time.
• Longer EPS mould span life, thus lower average tool costs
▶ General Commerial Terms
• Main workflow: Inquiry & Quotation → Confirming Details / Cost Reduction Proposals → Tooling Development → Trial Casting → Samples Approval → Trial Order → Mass Production → Continuous Order Proceeding
• Leadtime: Estimatedly 15-25 days for tooling development and estimatedly 20 days for mass production.
• Payment Terms: To be negotiated.
• Payment methods: T/T, L/C, West Union, Paypal.